Proses Pengecoran Logam

Untuk menghasilkan produk yang berkualitas tentunya kami memperhatikan aspek-asspek berikut demi tercapainya kepuasan konsumen terhadap barang-barang kami.
1.1 Aliran proses pembuatan benda cor
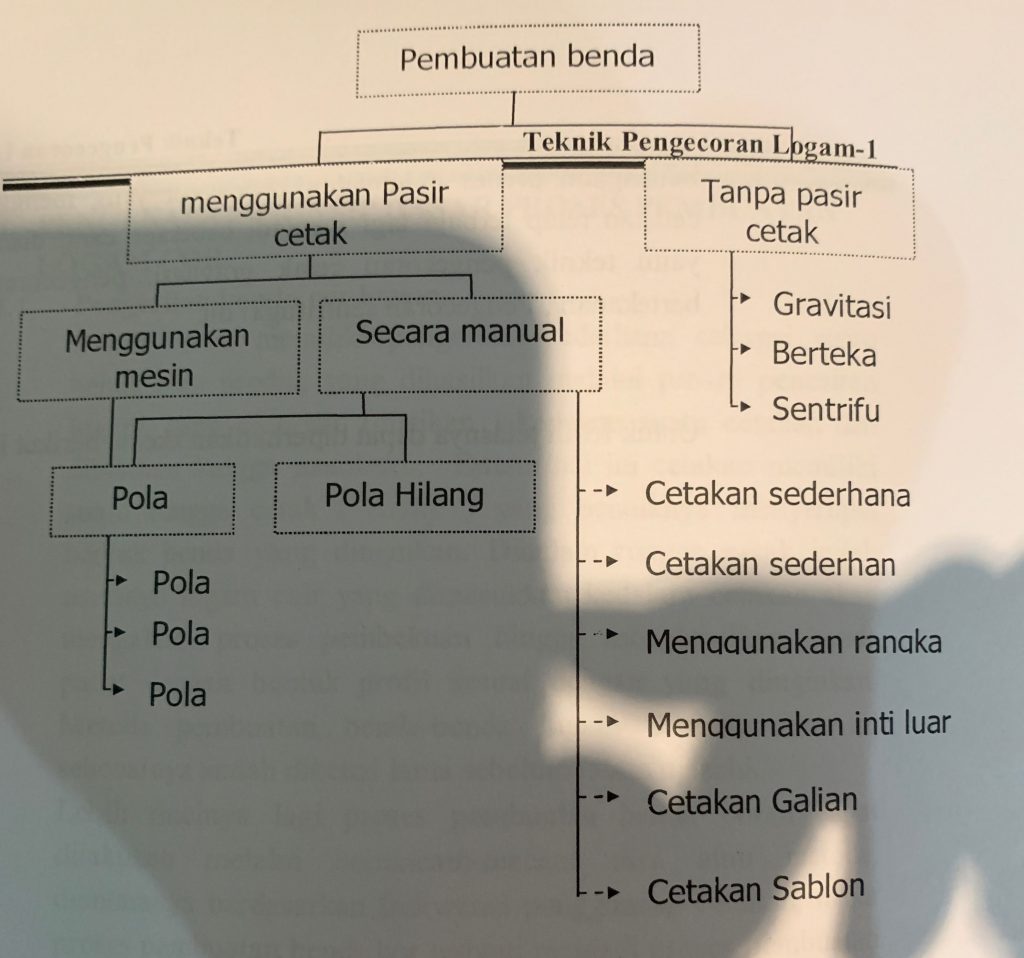
Benda cor yang dihasilkan melalui proses pengecoran dengan pasir cetak telah melalui beberapa tahapan proses seperti yang diilustrasikan dalam diagram alir berikut :
1.Tahap persiapan pekerjaan yang merencanakan seluruh kegiatan baik perencanaan teknik maupun perencanaan waktu
2. Pembuatan Pola dan Kotak Inti
Sebuah pola yang berfungsi sebagai media atau alat untuk membuat rongga cetak pada cetakan, sehingga kedalamnya dapat diisikan logam cair.
Pola yang akan dipergunakan harus memiliki kelengkapan Teknik pengecoran seperti kemiringan dan telapak inti. Inti dipergunakan untuk membantu menghasilkan bentuk yang sulit dibentuk oleh pasir cetak.
3. Pengolahan pasir cetak dan inti
Membutuhkan pasir cetak untuk membuat cetakan yang memiliki bentuk rongga yang diinginkan, begitu juga pasir inti untuk pembuatan benda cetakan yang memerlukan inti.
Pasir cetak maupun pasir inti terdiri dari bahan dasar pasir dan bahan bahan pengikat seperti lempung, bahan sintetis maupun semen. Masih ditambahkan lagi untuk memperbaiki kualitas pasir tersebut dengan debu arang, serbuk gergaji, tepung dan lain sebagainya.
4. Pembuatan cetakan, Pembuatan inti dan perakitan cetakan
Rongga cetak pada cetakan dibuat dengan menggunakan pola, ada yang pola sekali pakai yaitu dari lilin. Ada juga pola tetap yaitu pola yang dapat digunakan lebih dari satu kali yang terbuat daro resin, kayu dan logam.
Untuk bentuk yang tidak dapat dibentuk oleh pasir cetak maka dibuatlah inti. Cetakan dan inti yang sudah dibuat kemudian dirakit (diassembling) agar siap untuk diisi oleh cairan logam.
5. Peleburan
Pelburan merupakan proses mencairkan bahan baku logam untuk dibentuk bahan logam baru sesuai bentuk yang diinginkan. Peleburan menentukan kualitas bahan tuangan, digunakan beberapa bahan seperti besi kasar, besi dan baja bekas.
Proses peleburan atau pencairan logam menggunakan alat yang disebut tanur atau tungku pelebur seperti tanur induksi, tanur krusibel dan tanur busur listrik.
6. Penuangan
Penuangan adalah proses memasukkan cairan logam ke dalam rongga cetak. Merupakan puncak dalam pembuatan tuangan walaupun prosesnya sebentar. Untuk menghasilkan penuangan yang bagus maka diperlukan alat yang bernama ladel penuang yang memenuhi keselmatan kerja. Ladel harus dapat digunakan untuk membuat logam cair dari tanur ke cetakan dan menuangkannya dengan aman.
7. Pembongkaran
Setelah proses penuangan selesai dan logam mengalami pembekuan dalam waktu yang lama didalam cetakan. Maka selanjutnya dibongkar untuk mendapatkan dan memisahkan benda coran dari cetakannya.
8. Pemotongan penambah dan sistem saluran
Setelah coran dingin, maka system saluran dan penambah dipisahkan dari bendanya. Proses ini dilakukan dengan beberapa cara seperti dipukul dengan martil, dipotong dengan mesin gerinda, dan lain-lain.
9. Pembersihan Coran
Benda coran dibersihkan dari pasir cetaknya yang menempel dengan permukaan dengan penyemprotan mimis baja ataupun air. Selanjutnya benda dibersihkan dari bagian-bagian lain yang bukan termasuk bentuknya. Pengecoran logam ceper selalu mengutamakan kualitas.
10. Perlakuan Panas
Untuk beberapa benda coran tertentu memerlukan proses perlakuan panas lebih lanjut untuk meningkatkan kualitasnya.Proses ini diperlakukan di dalam tungku yang fungsinya mirip seperti oven panas.
11. Inspeksi
Setelah melalui semua rangkaian tersebut tahapan selanjutnya adalah memastikan apakah benda tersebut benar-benar sesuai yang diinginkan (dimensi, bentuk, kekerasan) dan lain lain. Benda yang lolos inspeksi selanjutnya dapat dikirimkan pada konsumen.
Di CV Samad Power kami sebagai pengecoran logam ceper menggunakan cetakan pasir kering
1.2 Pembuatan coran menggunakan cetakan pasir kering ( Dry Sand Moulding)
Cetakan pasir kering hanya memiliki kandungan air yang sedikit dikarenakan dikeringkan dan dibakar dahulu sebelum cetakan dicor. Cetakan pasir kering lebih cocok diaplikasikan pada benda-benda coran berukuran sedang hingga besar. Pengeringan cetakan dapat meningkatkan kekuatan, tahan erosi dan permukaan yang baik.
Selain itu pasir cetak kering lebih tahan terhadap pengaruh dari luar seperti tekanan statis cairan logam, mudah ditangani, lebih stabil dan dapat disiimpan dalam waktu yang lama.
Untuk belajar tentang pengecoran logam klik ini
Tinggalkan Balasan